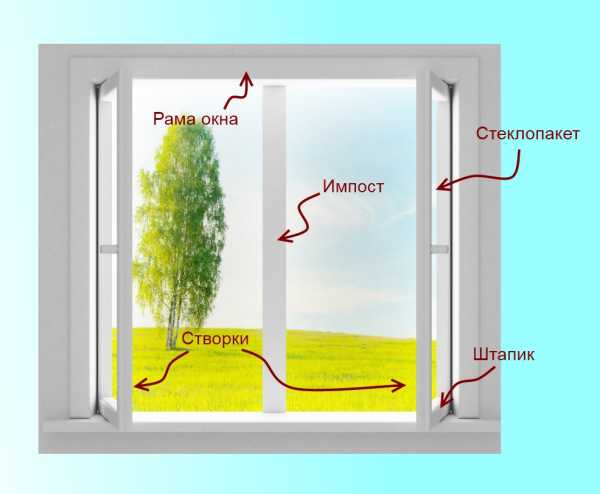
как делают пластиковые окна. Рассказ про производство.
Компания “Окна Смарт” никогда не станет (потому что просто не рискнёт) предлагать для жителей Петербурга пластиковые окна, в качестве которых сомневается хотя бы на йоту.
В домах, квартирах, коттеджах и офисах наших сотрудников, друзей нашей компании, знакомых наших знакомых стоят окна только из профиля Века (Veka). Естественно, лично нам уже не нужно объяснять, почему Века (Veka) – самый лучший профиль! Подними любого нашего сотрудника среди ночи и мы скажем – что действительно важно в любом окне: качество пластика, продуманный инженерный дизайн, замкнутое армирование из стали не меньше 1,5 мм, толщина внешних стенок профиля не меньше 3 мм и так далее. Но и этих условий не всегда достаточно! Следуя простой человеческой логике, важно понимать, что даже из самой дорогой, качественной муки и отборных куриных яиц можно напечь таких блинов, что, блин…
Для всех желающих разобраться в этом вопросе мы хотим показать и рассказать о том, как изготавливаются наши пластиковые окна Века (Veka), производство которых было основано в 2001 году!
Профиль для пластиковых окон. Стальные усилители.
Весь профиль поступает на склад с оригинального завода-производителя длинными 6-ти метровыми хлыстами. Для этого используются металлические паллеты, чтобы избежать каких-либо деформаций при транспортировке. Так как – окна пластиковые и не могут существовать без качественного армирования, тут же рядышком должен находиться и замкнутый металлический профиль из оцинкованной стали, толщиной не менее 1,5 мм. (согласно требовательным рекомендациям Веки):



Нарезка профиля. Армирование. Фрезерование отверстий
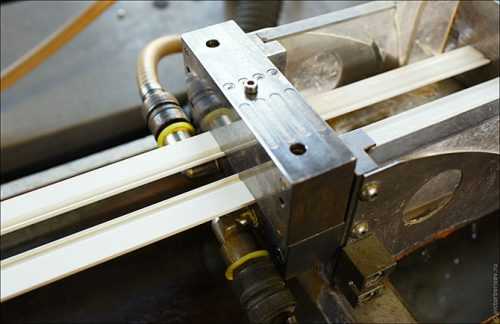
Ровно так же как и при производстве деревянных окон, деревянный брус напиливается на отрезки нужной длины и потом обрабатывается на торцовочном станке, пластиковый профиль необходимо нарезать чётко по длине, потом сделать запил под 45 градусов, для дальнейшего сваривания углов, вставить и закрепить металлическое армирование, сделать все необходимые отверстия для ручек и т.п.


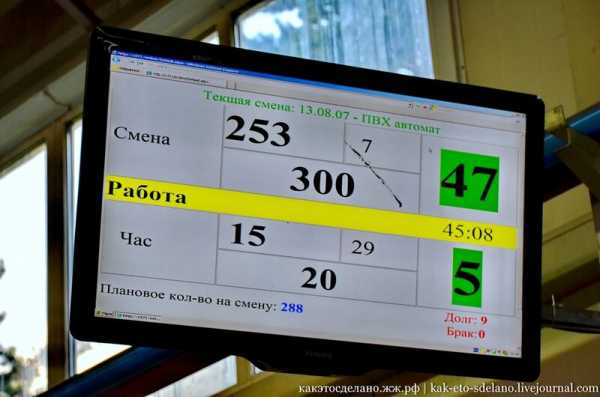
Для лучшего понимания хотим отметить, что на многих оконных предприятиях Санкт-Петербурга этот процесс совершенно ручной. Там вместо роботизированной линии стоят специальные люди и вручную, циркулярной пилой нарезают отрезки необходимой длины. Вряд ли можно утверждать, что в этом случае качество будет стабильным. На нашем заводе всё оборудовано современнейшими (и очень дорогими) станками немецкой компании Sturtz. Весь процесс от раскроя профиля, до фрезерования отверстий осуществляется автоматически, высокоточными машинами, с фрезами и дрелями с автоматическим позиционированием.



Сварка конструкции
Дальше, нарезанный пластиковый профиль ВЕКА поступает на полуавтоматический 4-х головочный сварочный комплекс, где под температурой 250°С осуществляется сварка углов будущей оконной конструкции.


Обработка углов
После сварки необходимо произвести обработку сварочных швов по углам конструкции. Сразу после сварки они выглядят как-то вот так:

Обработка углов также осуществляется в полностью автоматическом режиме! Согласно технологии, перед обработкой, окно должно полежать некоторое время на столе охлаждения.


Изготовление арочных конструкций
Арочные окна изготавливаются вручную, по достаточно простому принципу. Профили нагреваются до состояния эластичности и фиксируются:


Идём дальше.
Установка уплотнителя, фурнитуры, импостов.
Следующим шагом устанвливаестя уплотнитель. Эта операция осуществляется вручную. В случае, если окно изготовлено из системы Veka Euroline Pro, установка уплотнителя не требуется, так как профиль идёт уже вместе со всеми уплотнительными контурами.



Комплектация заказа
Параллельно с изготовлением окон осуществляется полная комплектация заказа: нарезка в размер подоконников, откосных панелей, изготовление водоотливов, москитных сеток, формирование полного объёма необходимых материалов для выполнения качественного монтажа, включая монтажную пену, силикон, крепёжные элементы и т.д. и т.п.

Установка стеклопакетов. Окончательная сборка окон и контроль качества.
Ну вот, мы выходим на финишную прямую. Наши окна практически готовы! Осталось установить стеклопакеты, смонтировать створки на рамы. Когда это всё будет сделано, служба контроля качества оценить всю проделанную работу и отправит изделие на отгрузку.



Склад временного хранения
Напоследок, несколько фотографий со склада готовой продукции:





Бонус: короткий видео-ролик о производстве окон
смотреть на yotube.com или ниже:
oknasmart.ru
Как делают пластиковые окна | Как это сделано
Перестали шуметь утренние трамваи, с северной стороны больше не проникал со свистом холодный ветер через прорехи в изоляции. Позабыто осенне-весеннее развинчивание створок и окрашивание рам. В моём доме появились пластиковые окна со стеклопакетами. Больше не приходится включать батареи на полную, а кроме протирания влажной тряпочкой, никакого особого внимания они к себе не требуют.
О том, как это простое и полезное изобретение — пластиковое окно — принимает форму, мне рассказали специалисты по производству окон.

Производство находится во Фрязино. Чтобы я не запуталась в незнакомом городке, на въезде меня пообещали встретить на фирменной машинке. Я подумала, ну какая машинка может быть у фабрики окон? Каблучок или минивэн. Когда меня встретила X6, настроение улучшилось, знакомство обещало быть не занудным (=

Раннее утро, во дворе уже стоит готовые изделия, готовые к отправке заказчикам. А я ныряю в прохладу одного из цехов.

Поскольку мы начали обходить производства с конца, свое повествование я тоже буду вести от готового изделия до шестиметровой заготовки профиля. Здесь в рамы вставляют стеклопакет.

Сборку проверяет экспертиза и только после этого окно запаковывают и ставят на «пирамиду». Так называется конструкция, на которой перевозят окна в кузове грузовичков.


Стеклопакет вставляют при помощи монтажной лопатки. Но не просто так стекло держится на своем месте.

Под стеклопакет подкладывают штапики (серые и белые пластинки), они распределяют вес стеклопакета и исключают нежелательные напряжения в стекле, которые образуются, например, из-за перепада температур. А так же они исключают возможность отжима створки при взломе.

А еще штапиками называют вот такие профили, которые прикрепляют к низу рамы. Рама не портится при транспортировке и устанавливать ее в оконный проем становится удобнее.

Верстаки на производстве снабжены ворсом, чтобы не поцарапать профиль. Фурнитуру прикручивают настолько быстро, что я даже не успеваю следить за руками мастера. Чтобы не ошибиться с позиционированием замков, ответок и прочих железячек, на помощь приходят шаблоны. По ним высверливают отверстия под фурнитуру.
Фурнитуры на окнах очень много, одними ручками и петлями дело не обходится. На створку устанавливаются угловые передачи, соединители запоров и средние запоры, которые закрепляются саморезами. Основной запор обрезается до нужных размеров на пневматической гильотине. Маленькая погрешность в замерах приводит к браку всего окна, вот так.
Одна из деталей фурнитуры называется ножницами. Она служит для того, чтобы створка могла откидываться.
После того, как все установлено на створку, рама и створка соединяються в цельное изделие и на раму крепяться все необходимые ответные части.
Здесь же в створку окна вставляется уплотнительная резинка. Под верстаком стоит коробка с десятками метров резинки. Установка должна начинаться в середине верхней перекладины рамы. Устанавливается все вручную, чтобы предотвратить растяжения. Клеится резина при помощи специального молекулярного клея и дополнительно подклеивается по углам на створках.

Шаблоны.

Гильотина для фурнитуры.

У каждого верстака есть свой набор пневматических дрелей и шуруповертов с позитивными разноцветными проводами.


Совок и швабра висят не по схеме, ай-ай-ай! Догадайтесь, чего не хватает?

Чтобы получилась рама или створка, ее нужно соединить. Лучший способ — сварка.
Сварка профилей происходит при помощи специального сварочного оборудования. В зависимости от объемов производства сварочные станки могут иметь одну, две или четыре сварные головки. Самым производительным, разумеется, естественно является станок с четырьмя сварочными головками, в этом случае процесс сварки рамы происходит одновременно в четырех углах. На этой фабрике стоит двухголовочный сварочный аппарат и сварка происходит в два цикла.
Температура сварного ножа 230 — 250 °С. На верхней правой фотографии коллажа виден тот самый нож, который равномерно нагревает обе поверхности. Время нагрева шва от 25 до 40 секунд, после этого нож поднимается и аппарат состыковывает профили. Сварка длится столько же.
Тефлоновое покрытие ножа протирают чистым хлопком или бумажным полотенцем через каждый час, на «горячую», без использования растворителей.
Перед установкой ПВХ профиля на сварочный станок нужно проверить чистоту обеих свариваемых поверхностей, так как стружка, масло, грязь сильно ухудшают качество шва. После сварки шов должен быть белого цвета (потемнение недопустимо, это говорит о том, что температура или время нагрева были выше допустимого.

Второй цикл сварки завершается, через несколько секунд рама будет готова.

Вот такой вот шов.

Остатки сворки срезают фрезой на точном станке с ЧПУ (числовым программным управлением).


Вот что получается на выходе.

Профиль приезжает на фабрику из Германии в шестиметровых упаковках. Обратите внимание на форму внутренностей.

На месте его пилят. Эта пила отрезает сразу по нужной длине и под углом 45 градусов. То что нужно для прямоугольных окон.


После обрезки профиль армируют. Для прочности конструкции.

Фабрика еще занимается и алюминиевым профилем для раздвижных конструкций. Как правило их ставят на балконы. Стеклопакеты в них не ставят, вместо них идет обычное стекло.

Глухие сендвич-панели в разрезе. Их ставят туда, где не стекло не предполагается, в том чистле и в нижнюю часть балконной двери. Но мне нравится, когда и них тоже прозрачный. Сейчас у нас балконная дверь вообще не имеет поперечной перегородки и открывается в двух плоскостях, как обычная створка.

Увидела пожарный щит и тут же вспомнила картинку с троллфэйсами, где они в таком виде бегут на пожар. Картинку не нашла в итоге, зато похулиганила (=

Багор оказался очень пыльным, пришлось мыть руки. По дороге в туалет встретила наскальное творчество рабочих.


Водитель погрузчика вдохновляется сугубо водительскими изображегниями.

Возвращаемся к профилям. Их в природе привеликое множество, и это только маленькая часть.

А еще профиль бывает цветным.

Склад такой склад (=



А это цех ламинации и гнутых конструкций. На белый или цветной профиль можно приклеить цветную пленку или пленку, имитирующую дерево.

Чтобы согнуть профиль, его разогревают в печи, а потом гнут по заранее выставленной форме.





Фирменная курилка.

Некоторые сотрудники приезжают на великах, для них на территории есть стоянка.
Ура! Кажется мы обошли с вами всё и всё знаем об изготовлении окошек! Всех целую, ваша Дашечка!

Источник
kak-eto-sdelano.ru
Как сделать пластиковые окна — Всё об окнах

Хотите знать как делают пластиковые окна?
Компания «Окна Смарт» никогда не станет (потому что просто не рискнёт ) предлагать для жителей Петербурга пластиковые окна. в качестве которых сомневается хотя бы на йоту .
В домах, квартирах, коттеджах и офисах наших сотрудников, друзей нашей компании, знакомых наших знакомых стоят окна только из профиля Века (Veka). Естественно, лично нам уже не нужно объяснять, почему Века (Veka) — самый лучший профиль. Подними любого нашего сотрудника среди ночи и мы скажем — что действительно важно в любом окне: качество пластика, продуманный инженерный дизайн, замкнутое армирование из стали не меньше 1,5 мм, толщина внешних стенок профиля не меньше 3 мм и так далее. Но и этих условий не всегда достаточно! Следуя простой человеческой логике, важно понимать, что даже из самой дорогой, качественной муки и отборных куриных яиц можно напечь таких блинов, что, блин…
Для всех желающих разобраться в этом вопросе мы хотим показать и рассказать о том, как изготавливаются наши пластиковые окна Века (Veka), производство которых было основано в 2001 году!
Профиль для пластиковых окон. Стальные усилители.
Весь профиль поступает на склад с оригинального завода-производителя длинными 6-ти метровыми хлыстами. Для этого используются металлические паллеты, чтобы избежать каких-либо деформаций при транспортировке. Так как — окна пластиковые и не могут существовать без качественного армирования, тут же рядышком должен находиться и замкнутый металлический профиль из оцинкованной стали, толщиной не менее 1,5 мм. (согласно требовательным рекомендациям Веки):



Нарезка профиля. Армирование. Фрезерование отверстий
Ровно так же как и при производстве деревянных окон. деревянный брус напиливается на отрезки нужной длины и потом обрабатывается на торцовочном станке, пластиковый профиль необходимо нарезать чётко по длине, потом сделать запил под 45 градусов, для дальнейшего сваривания углов, вставить и закрепить металлическое армирование, сделать все необходимые отверстия для ручек и т.п.


Для лучшего понимания хотим отметить, что на многих оконных предприятиях Санкт-Петербурга этот процесс совершенно ручной. Там вместо роботизированной линии стоят специальные люди и вручную, циркулярной пилой нарезают отрезки необходимой длины. Вряд ли можно утверждать, что в этом случае качество будет стабильным. На нашем заводе всё оборудовано современнейшими (и очень дорогими) станками немецкой компании Sturtz. Весь процесс от раскроя профиля, до фрезерования отверстий осуществляется автоматически, высокоточными машинами, с фрезами и дрелями с автоматическим позиционированием.



Сварка конструкции
Дальше, нарезанный пластиковый профиль ВЕКА поступает на полуавтоматический 4-х головочный сварочный комплекс, где под температурой 250°С осуществляется сварка углов будущей оконной конструкции.


Обработка углов
После сварки необходимо произвести обработку сварочных швов по углам конструкции. Сразу после сварки они выглядят как-то вот так:

Обработка углов также осуществляется в полностью автоматическом режиме! Согласно технологии, перед обработкой, окно должно полежать некоторое время на столе охлаждения.


Изготовление арочных конструкций
Арочные окна изготавливаются вручную, по достаточно простому принципу. Профили нагреваются до состояния эластичности и фиксируются:


Установка уплотнителя, фурнитуры, импостов.
Следующим шагом устанвливаестя уплотнитель. Эта операция осуществляется вручную. В случае, если окно изготовлено из системы Veka Euroline Pro, установка уплотнителя не требуется, так как профиль идёт уже вместе со всеми уплотнительными контурами.



Комплектация заказа
Параллельно с изготовлением окон осуществляется полная комплектация заказа: нарезка в размер подоконников, откосных панелей, изготовление водоотливов, москитных сеток, формирование полного объёма необходимых материалов для выполнения качественного монтажа, включая монтажную пену, силикон, крепёжные элементы и т.д. и т.п.


Установка стеклопакетов. Окончательная сборка окон и контроль качества.
Ну вот, мы выходим на финишную прямую. Наши окна практически готовы! Осталось установить стеклопакеты, смонтировать створки на рамы. Когда это всё будет сделано, служба контроля качества оценить всю проделанную работу и отправит изделие на отгрузку.



Склад временного хранения
Напоследок, несколько фотографий со склада готовой продукции:



Бонус: короткий видео-ролик о производстве окон
смотреть на yotube.com или ниже:
Как делают пластиковые окна
Перестали шуметь утренние трамваи, с северной стороны больше не проникал со свистом холодный ветер через прорехи в изоляции. Позабыто осенне-весеннее развинчивание створок и окрашивание рам. В моём доме появились пластиковые окна со стеклопакетами. Больше не приходится включать батареи на полную, а кроме протирания влажной тряпочкой, никакого особого внимания они к себе не требуют.
О том, как это простое и полезное изобретение — пластиковое окно — принимает форму, мне рассказали специалисты по производству окон.
Производство находится во Фрязино. Чтобы я не запуталась в незнакомом городке, на въезде меня пообещали встретить на фирменной машинке. Я подумала, ну какая машинка может быть у фабрики окон? Каблучок или минивэн. Когда меня встретила X6, настроение улучшилось, знакомство обещало быть не занудным (=
Раннее утро, во дворе уже стоит готовые изделия, готовые к отправке заказчикам. А я ныряю в прохладу одного из цехов.
Поскольку мы начали обходить производства с конца, свое повествование я тоже буду вести от готового изделия до шестиметровой заготовки профиля. Здесь в рамы вставляют стеклопакет.
Сборку проверяет экспертиза и только после этого окно запаковывают и ставят на «пирамиду». Так называется конструкция, на которой перевозят окна в кузове грузовичков.
Стеклопакет вставляют при помощи монтажной лопатки. Но не просто так стекло держится на своем месте.
Под стеклопакет подкладывают штапики (серые и белые пластинки), они распределяют вес стеклопакета и исключают нежелательные напряжения в стекле, которые образуются, например, из-за перепада температур. А так же они исключают возможность отжима створки при взломе.
А еще штапиками называют вот такие профили, которые прикрепляют к низу рамы. Рама не портится при транспортировке и устанавливать ее в оконный проем становится удобнее.
Верстаки на производстве снабжены ворсом, чтобы не поцарапать профиль. Фурнитуру прикручивают настолько быстро, что я даже не успеваю следить за руками мастера. Чтобы не ошибиться с позиционированием замков, ответок и прочих железячек, на помощь приходят шаблоны. По ним высверливают отверстия под фурнитуру.
Фурнитуры на окнах очень много, одними ручками и петлями дело не обходится. На створку устанавливаются угловые передачи, соединители запоров и средние запоры, которые закрепляются саморезами. Основной запор обрезается до нужных размеров на пневматической гильотине. Маленькая погрешность в замерах приводит к браку всего окна, вот так.
Одна из деталей фурнитуры называется ножницами. Она служит для того, чтобы створка могла откидываться.
После того, как все установлено на створку, рама и створка соединяються в цельное изделие и на раму крепяться все необходимые ответные части.
Здесь же в створку окна вставляется уплотнительная резинка. Под верстаком стоит коробка с десятками метров резинки. Установка должна начинаться в середине верхней перекладины рамы. Устанавливается все вручную, чтобы предотвратить растяжения. Клеится резина при помощи специального молекулярного клея и дополнительно подклеивается по углам на створках.
Гильотина для фурнитуры.
У каждого верстака есть свой набор пневматических дрелей и шуруповертов с позитивными разноцветными проводами.
Совок и швабра висят не по схеме, ай-ай-ай! Догадайтесь, чего не хватает?
Чтобы получилась рама или створка, ее нужно соединить. Лучший способ — сварка.
Сварка профилей происходит при помощи специального сварочного оборудования. В зависимости от объемов производства сварочные станки могут иметь одну, две или четыре сварные головки. Самым производительным, разумеется, естественно является станок с четырьмя сварочными головками, в этом случае процесс сварки рамы происходит одновременно в четырех углах. На этой фабрике стоит двухголовочный сварочный аппарат и сварка происходит в два цикла.
Температура сварного ножа 230 — 250 °С. На верхней правой фотографии коллажа виден тот самый нож, который равномерно нагревает обе поверхности. Время нагрева шва от 25 до 40 секунд, после этого нож поднимается и аппарат состыковывает профили. Сварка длится столько же.
Тефлоновое покрытие ножа протирают чистым хлопком или бумажным полотенцем через каждый час, на «горячую», без использования растворителей.
Перед установкой ПВХ профиля на сварочный станок нужно проверить чистоту обеих свариваемых поверхностей, так как стружка, масло, грязь сильно ухудшают качество шва. После сварки шов должен быть белого цвета (потемнение недопустимо, это говорит о том, что температура или время нагрева были выше допустимого.
Второй цикл сварки завершается, через несколько секунд рама будет готова.
Вот такой вот шов.
Остатки сворки срезают фрезой на точном станке с ЧПУ (числовым программным управлением).
Вот что получается на выходе.
Профиль приезжает на фабрику из Германии в шестиметровых упаковках. Обратите внимание на форму внутренностей.
На месте его пилят. Эта пила отрезает сразу по нужной длине и под углом 45 градусов. То что нужно для прямоугольных окон.
После обрезки профиль армируют. Для прочности конструкции.
Фабрика еще занимается и алюминиевым профилем для раздвижных конструкций. Как правило их ставят на балконы. Стеклопакеты в них не ставят, вместо них идет обычное стекло.
Глухие сендвич-панели в разрезе. Их ставят туда, где не стекло не предполагается, в том чистле и в нижнюю часть балконной двери. Но мне нравится, когда и них тоже прозрачный. Сейчас у нас балконная дверь вообще не имеет поперечной перегородки и открывается в двух плоскостях, как обычная створка.
Увидела пожарный щит и тут же вспомнила картинку с троллфэйсами, где они в таком виде бегут на пожар. Картинку не нашла в итоге, зато похулиганила (=
Багор оказался очень пыльным, пришлось мыть руки. По дороге в туалет встретила наскальное творчество рабочих.
Водитель погрузчика вдохновляется сугубо водительскими изображегниями.
Возвращаемся к профилям. Их в природе привеликое множество, и это только маленькая часть.
А еще профиль бывает цветным.
Склад такой склад (=
А это цех ламинации и гнутых конструкций. На белый или цветной профиль можно приклеить цветную пленку или пленку, имитирующую дерево.
Чтобы согнуть профиль, его разогревают в печи, а потом гнут по заранее выставленной форме.
Некоторые сотрудники приезжают на великах, для них на территории есть стоянка.
Ура! Кажется мы обошли с вами всё и всё знаем об изготовлении окошек! Всех целую, ваша Дашечка!
Хотите повысить доверие к вашей торговой марке, товару или услуге? Закажите у нас репортаж! Минимальный охват публикаций на наших ресурсах — 20.000 уникальных пользователей! Кликайте!
Поделитесь, пожалуйста, записью с друзьями. Спасибо!
- Следующая запись Как работает аварийное освещение Boeing-737
- Предыдущая запись Как работает лавинный рюкзак
Рекомендуем к просмотру.
Изготовление пластиковых окон своими руками
В наше время уже никого не удивишь пластиковыми окнами, представленными в большом ассортименте на рынке. Не так давно, для многих это было новинкой, но сейчас это обыденность. Если вдруг вы встали перед выбором, какие окна ПВХ выбирать, то нужно знать, что 100 процентного эталона просто нет. В этой статье мы рассмотрим технологию изготовления окон, со всеми мелочами, которые пригодятся вам при выборе данного продукта.
Каждый согласиться с тем, что уют и комфорт в каждом доме непременно зависит от тепла, а значит пластиковые окна — та деталь, которая способствует его образованию. В чем же секрет? Почему пластиковые окна удерживают намного больше тепла, чем традиционные? И почему они стали так популярны в наше время?
Высокопордуктивный полимер-это тот материал, из которого сделаны окна, в обиходе его называют просто — «профиль». Этот продукт высоко устойчив не только к попаданию влаги, он также не боится температурных перепадов, а также попадания солнечных лучей. Именно поэтому, вам не придется красить окна каждый год по причине их высыхания, на зиму закладывать вату, как это делали наши родители, все эти проблемы остались «за бортом».
«Профиль» бывает различной формы и дизайна, обычно, перед тем как заказать окна лучше всего просмотреть каталог форм профиля. Фирма и качество профиля не всегда могут совпадать с оригинальным внешним видом.
Прежде чем заказать окна ПВХ убедитесь, что внутри профиля проложено стальное обрамление, которое препятствует ломкости и добавляет жесткости оконной раме.
Профиль проходит несколько этапов обработки, прежде того времени, как вы сможете увидеть получившуюся из него раму.
Первый этап — замерка. После того как замеряют и метят нужные размер концы профиля фрезеруются для их поперечной совместимости. Угловые стыки отрезаются «углорезом» прибором, который режет под определенным углом. Все стыки профиля должны быть подогнаны с точностью до градуса, во всех угла должно быть соответствие в 45 градусов.


Второй этап-пайка и крепеж. Разные части профиля соединяют между собой двумя способами: пайкой и механическим крепежом. Края рамы (предварительно отпиленные под 45 градусов) кладут на специальное приспособление- утюг, который прижимает два профиля и спаивает их между собой. Ну, вот, угловые стыки готовы. Внутренние соединения профиля крепятся с помощью фурнитуры (углообразная пластина) при помощи специальных шурупов.





Прежде чем вам установят окна, убедись, что все углы склеены и скреплены под 90 градусов. В противном случае если один из углов не соответствует этому требованию окно можно считать браком.
Каркас готов теперь стоит вставить вовнутрь стеклопакет. Стеклопакет представляет собой необычное соединение нескольких листов стекла. От того сколько листов стекла — 2,3 или 4, стеклопакеты называют двойными или тройными и т.д. предварительно замеренные и вырезанные стеклорезом стекла кладут вместе друг на друга, между ними прокладывают специальный металлический профиль в который засыпают маленькие шарики -…Эти шарики высасывают лишнюю влагу. После того как металлический профиль приготовлен, его кладут между стеклами и замазывают специальным полимером (что то похожее на резиновую смесь). Таким образом, образуется пространство между стеклами, при этом абсолютно герметичное. Это можно сравнить с системой термоса.



Сами стекла делятся на категории: простые и энергосберегающие. Энергосберегающие окна отражают тепло, сохраняя его в дом. Цена на энергосберегающие стекла, конечно же, выше.
Прежде чем осуществить заказ определитесь, какой стеклопакет вы хотите установить. Если вы живете в странах, где зима не столь свирепа, то вполне хватит и одинарного, ну а если зимы очень холодные, то остановите свой выбор на двойном или тройном стеклопакете.
После того как стеклопакеты просохнут, они станут пригодными к использованию. Их просто вставляют в предварительно сделанные оконные рамы. Как правило, профиль имеет в наличие «чепики» с резиновой окантовкой, это позволяет не пропускать воздух извне. Сами «чепики», так же нарезаются углорезом по размеру оконной рамы, а затем просто вставляются в профиль рамы.
Стоит учитывать, что выбор фурнитуры: ручек, механизмов и др. очень важная часть, заслуживающая особого внимания. Нужно учитывать, что помещение, где установлены пластиковые окна, постоянно нуждаются в его проветривании. Поэтому, вы очень часто будите открывать и закрывать окна, а значит использовать механизмы. От того на сколько качественная фурнитура установлена на окнах ПВХ зависит их срок эксплуатации. Лучше потратить немного дороже, но быть уверенным,что ваши окна не доставят вам лишних проблем с их ремонтом.


Установка окон это еще один пункт, который не должен ускользнуть из вашего вида. Команда профессионалов должна хорошо знать свое дело. Проверьте после установки все окна, откройте, закройте их несколько раз, ничто не должно цепляться или мешать открытию. Монтажная пена должна быть нанесена равномерно по всему периметру щелей. Ведь герметизация залог тепла в доме.


Качество подоконника, может повлиять на всю работу. Выбирайте лидирующих производителей, чтобы не получилось так, что после всей работы через время у вас были проблемы с подоконником, который будет требовать своей замены.
Источники: http://oknasmart.ru/plastikovie_okna/kak-delayut-plastikovie-okna, http://kak-eto-sdelano.ru/kak-delayut-plastikovye-okna/, http://stroimzauralom.ru/izgotovlenie-plastikovich-okon-svoimi-rukami.html
1oknn.ru
Как делают пластиковые окна — MySlo.ru
Фото Алексея Пирязева.
История появления пластиковых окон полна виражей и недоразумений. Первые экземпляры были произведены еще в 40-х годах XX века. Однако тогда инженеры просчитались – конструкция оказалась непрочной, и идея обернулось провалом. Производство возродилось в 1960-х годах, а в России пик популярности пластиковых окон пришелся на 90-е годы.
Работа над современными пластиковыми окнами начинается за столом технолога. Специалист составляет подробный чертеж будущего окна в зависимости от предпочтений заказчика.

Чтобы окно даже самой необычной формы хорошо работало, технолог просчитывает все нюансы и размеры в миллиметрах. На каждую модель составляется подробный чертеж, который потом отдается работникам цеха.
Рама пластикового окна состоит из так называемого ПВХ-профиля. Это пластиковый корпус, внутри которого расположены продольные перегородки, образующие полости – воздушные камеры. От количества этих камер зависит теплоизоляция. Однако профиль сам по себе не обладает достаточной прочностью для изготовления рамы.
Привезённый профиль распиливают на заготовки. Здесь важна точность оборудования при определении длинны и угла запила.
Здесь же при помощи специального оборудования происходит нарезка армирующего профиля, придающего жесткость конструкции.

Чтобы не запутаться, все заготовки раскладываются по полочкам в зависимости от размера.

Профиль и армирование соединяются саморезами, чтобы конструкция работала как единое целое. После этого в заготовках просверливаются технологические отверстия — дренажные и под ручку.
Следующий этап производства – процесс «сваривания». Под воздействием высокой температуры и давления заготовки соединяются в единое целое.


Во время «сварки» остаются неровные наплывы пластика, которые затем обрабатываются фрезами на другом аппарате.

Станок делает это максимально точно, не забирая ничего лишнего.
Затем мастер собирает уже готовую конструкцию. Добавляет импосты (перегородки) и вставляет створки, монтирует подставочный профиль для подоконника. В работе этого специалиста важна точность.

Затем специалист навешивает фурнитуру…

…и устанавливает резиновый уплотнитель. Сначала из посадочного места потоком воздуха выдувается пыль и технологический мусор – стружка и опилки от профиля, а затем уже вставляется уплотнитель. Он поставляется на производство в таких бобинах.

Правильно вставить уплотнитель – тоже наука. Если мастер сильно растянет его, он будет пропускать воздух и воду, а если, наоборот, оставит лишнее, то углы рамы станут неопрятными.

Когда у окна появляются створки, оно отправляется на остекление. Мастер вставляет стекло при помощи подкладочек, чтобы створка не провисала, а стеклопакет был плотно закреплен.
Затем на окно устанавливаются штапики.

Сами стеклопакеты поступают на завод в готовом виде, они заказываются индивидуально на каждое окно и уже через сутки оказываются на производстве.

Кстати, вот эти квадратики, которые мы часто видим на новых окнах, нужны именно при транспортировке пакетов до завода, чтобы стекло не терлось друг от друга.
Когда окно уже готово, оно отправляется на технический контроль. Специалист проверяет обвязку фурнитуры, работают ли створки, как стоит уплотнительная резина и т.д. Если окно соответствует всем требованиям, оно отправляется к покупателю!
как делают необычные окна
В последнее время популярны окна неправильной формы, например круглые иллюминаторы.

Чтобы их сделать, профиль нагревают до 110 градусов в печи в форме трубы.

А затем на столе выгибают в нужную форму при помощи лент с присосками, и оставляют примерно на 10-15 минут.


Еще один вариант необычного окна – окно с ламинацией. Выбор цвета оконных рам сейчас очень большой, самые популярные – древесные цвета, но окно можно сделать черным, серым и даже синим.

Ламинацию делают на специальном аппарате. Для каждого профиля его настраивают отдельно. Это трудоемкая работа, и на нее уходит не меньше 15 минут: каждый ролик нужно установить так, чтобы профиль был закреплен и не «гулял» из стороны в сторону.

Сам процесс занимает около минуты. В это время специалисты следят, чтобы цветная пленка ложилась ровно. Если вдруг она замнется, можно всё исправить, но только в первые несколько минут. Когда клей сцепится, оторвать его будет невозможно.

myslo.ru
Из чего состоят и как делают пластиковые окна
Отличия пластиковых окон от окрашенного дерева образца 80-х прошлого века огромны. Они в несколько раз теплее, устойчивее к шуму, удобнее и при этом дешевле. Эти свойства обеспечивают окну собранные в единый пакет стекла, принципиально иная система запирания, уплотнительные вставки и другие конструкционные решения.
Интересно, что все это, включая пластиковый профиль рамы, было известно задолго до начала промышленного изготовления пластиковых окон. Почему же они появились лишь относительно недавно?
Причина — несовершенство технологий. Создать недорогой оконный блок, имеющий замечательные эксплуатационные характеристики, такие как rehau 70 удалось лишь с разработкой принципиально новых методов изготовления, которые смогли обеспечить микронную точность всех узлов и механизмов. Точно так же, застежку-молнию, изобретенную еще в XVIII веке, выпускать начали только в ХХ-м, когда на станках допуски стали меньше микрона.

Как делают пластиковые окна
Раскрой и подготовка элементов рам
Начинают изготовление пластикового окна с изготовления рамы и створок. Материалом служат ПВХ профили, поступающие на сборочную линию в виде шестиметровых «хлыстов».
На автоматических станках заготовки кроят с точностью до долей миллиметра, разрезая дисковыми пилами на отдельные детали. Края обрезают под углом 45 градусов, настолько аккуратно, что будучи приложенными друг к другу они образуют прямой угол, не уступающий точностью чертежному угольнику.
В заготовках прорезают отверстия, необходимые для размещения механизмов и удаления конденсата, маркируют, чтобы не перепутать при сборке. Затем отправляют на сборочный стол, где с помощью сварки собирают в рамы и оконные створки.
Сварка рам и створок
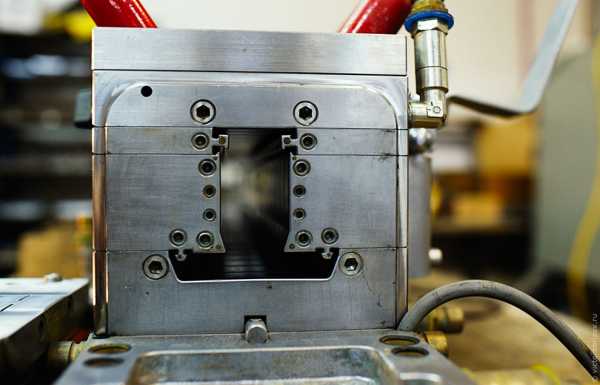
Детали рам закрепляют подвижными гидравлическими фиксаторами и вплотную между ними помещают плоский нагревательный элемент, поверхность которого покрыта тефлоном. Сварочная пластина за секунды разогревается до 250 градусов, размягчая пластик в полужидкое состояние. В этот момент нагреватель автоматически убирается, а детали сдвигаются, плотно прижимаясь друг к другу.
Еще несколько секунд пластик остывает. Теперь он снова твердый, а части рамы стали единым целым, как если бы их отливали в общей форме.

Сварка рам и створок
Установка импоста
Импостом называется центральная распорка рамы. Она придает раме жесткость и непосредственно примыкает к профилю, который имеет сложную форму поверхности. Чтобы сопряжение было плотным, торцы импоста обрезают по металлическому шаблону с точностью в десятые доли миллиметра.

Импост — центральная распорка рамы
Импост не сваривают с рамой, а привинчивают к ней специальным креплением. Однако при монтаже приходится прорезать профиль, нарушая герметичность внутренних камер. Чтобы исправить это, все монтажные пазы и отверстия заполняют силиконовым герметиком.
Установка фурнитуры и уплотнений
Чтобы створки окна могли открываться и закрываться, поворачиваться в разных плоскостях, собранную раму снабжают поворотно-запорным механизмом из нержавеющей стали.
Детали механизма крепят на боковые грани и углы по периметру оконной створки шурупами в заранее размеченных по шаблону местах.
На раме устанавливают стальные зацепы, называемые «ответами». При повороте оконной ручки ролики запорного механизма, входят в эти зацепы, плотно прижимая створку к раме.
Поворот и откидывание створки обеспечивают шарнирные петли. Они крепятся к створке и к раме, а соединяются штифтами, одновременно служащими осями вращения.

Шарнир
После проверки работы собранного механизма шарниры закрывают декоративными накладками.
Сборка и установка стеклопакета
Завершающий этап сборки окна — изготовление и установка стеклопакетов. Именно стеклопакет, придает современному окну его защитные свойства. Дополнительно усиливает их инертный газ аргон, закачанный между стеклами и имеющий более высокие теплотехнические и звукоизолирующие свойства, чем обычный воздух.
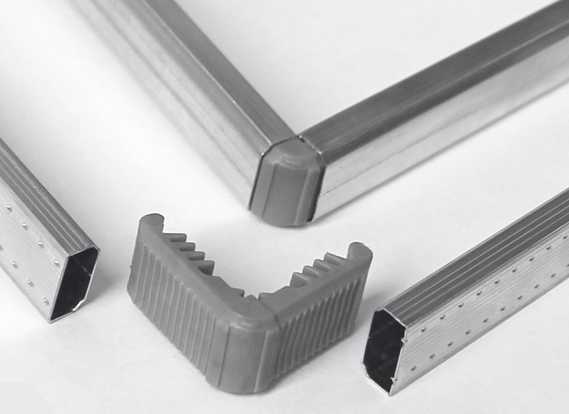
Сначала с помощью пластиковых уголков из алюминиевого профиля собирают дистанцирующие рамки. Они выполняют двойную функцию:
- разделяют стекла, образуя камеры стеклопакета;
- пустота в профиле рамки служит контейнером для силикагеля, поглощающего влагу из промежутков между стеклами.

Дистанцирующие рамки
Стекла тщательно промывают и склеивают бутиловой лентой с рамками, получая бутерброд из стекол и рамок. Обрез этого бутерброда промазывают герметизирующей мастикой.
Пакет для жилых помещений обычно имеет не менее трех стекол и, соответственно, двух рамок.
Готовый стеклопакет вставляют в раму и фиксируют штапиками.
Заключение
Оконный блок готов. Осталось еще раз проверить работу механизмов и он отправится на стройку, где станет окнами нового дома или заменит своих деревянных предшественников в процессе ремонта.
Оставляйте ваши советы и комментарии ниже. Подписывайтесь на новостную рассылку. Успехов вам, и добра вашей семье!chonemuzhik.ru
Как изготавливают пластиковые окна — Всё об окнах
Технология производства пластиковых окон
Сборка пластиковых окон
Пластиковые окна изготавливают из ПВХ-профилей, поставляемых изготовителям окон в виде длинномерных заготовок (хлыстов). Основные виды профилей – рамный (каркасный), створочный и импостный.
В качестве армирующего элемента используется П-образный профиль из листовой стали. Он вставляется внутрь каркасного и створочного ПВХ-профиля для придания окну необходимой прочности и жесткости.
Основная часть операций выполняется на специализированных станках (отрезных, фрезерных, сварочных и пр.). Порядок и особенности работ по сборке окон подробно излагаются в инструкциях фирм-производителей оконных профилей.
Резка профилей
Резка ПВХ-профилей осуществляется на отрезных станках, оснащенных дисковыми пилами, имеющими два фиксированных положения: под углом 45° – для рамных и створочных профилей, под углом 90° – для импостов и подставочных профилей. Элементы, подлежащие в дальнейшем сварке, должны иметь запас 2,5-3,0 мм с каждой стороны. Резка стальных армирующих профилей производится под углом 90° ножовочными или дисковыми пилами для металла.

Фрезерование водоотводных каналов
Пластиковые окна REHAU имеют дренажные отверстия, служащие для отвода влаги, которая в холодную погоду может конденсироваться на стекле. По виду они представляют собой продолговатые пазы. Их расположение и количество зависит от вида профиля. Вырезаются водоотводные отверстия с помощью электрифицированного ручного инструмента или на особых дренажных станках.

Монтаж армирующего профиля
Армирующий стальной профиль устанавливается в центральные камеры створочных и рамных профилей и закрепляется там саморезами 3,9х16/19 мм. Для заворачивания используются ручные электрифицированные или встроенные в сборочную линию шуруповерты.

Обработка торцов импоста
Для того чтобы импост правильно и точно сопрягался с рамным или створочным профилем, его торцам нужно придать определенную форму. Это делается на фрезерном станке, оснащенном специальной импостовой фрезой, которая поставляется изготовителем профиля. После обработки торцов на них устанавливаются соединители, посредством которых импост соединяется с профилем каркаса или створки.

Вырезка отверстий для замка и ручки
Работа выполняется на специальном фрезерном станке. Сверлятся отверстия под ручку, и фрезеруется прямоугольный паз под замок запора.

Сварка периметра рам и створок
Сварка профилей каркаса и створок в рамную конструкцию – очень важная операция, определяющая качество окна. Суть ее состоит в том, что кромки соединяемых деталей нагреваются сварочным зеркалом до вязкотекучего состояния и прижимаются друг к другу на время, которое требуется для охлаждения шва. Выполнятся операция на специальных сварочных станках, которые позволяют устанавливать все необходимые параметры сварки – температуру нагрева, величину давления, время нагрева и охлаждения.

При сварке на стыке образуется валик (наплыв), который необходимо удалить. Наплывы с лицевой и обратной стороны окна удаляются ножом, работающим подобно лезвию рубанка. Валик с торцевого стыка удаляется фрезой, движущейся по сложной ломаной траектории благодаря копиру.

Установка импоста
Соединители, закрепленные на концах импоста, крепятся к раме с помощью специальных шурупов. Для обеспечения герметичности места примыкания импоста к профилю рамы или створки смазываются силиконом или жидким пластиком.
Заключительные сборочные операции
На этом этапе выполняются все оставшиеся операции по сборке окна – крепится фурнитура, вставляются уплотнители и прокладки стеклопакета, навешиваются створки.

Резка штапика и установка стеклопакетов
Прежде чем устанавливать стеклопакет, нужно нарезать штапик, посредством которого стеклопакет фиксируется в раме. Удобнее всего это делать на специальном станке для резки штапика. После установки стеклопакета, штапики забиваются в предназначенные для них пазы.
Видео: Производство пластиковых окон
Хотите знать как делают пластиковые окна?
Компания «Окна Смарт» никогда не станет (потому что просто не рискнёт ) предлагать для жителей Петербурга пластиковые окна. в качестве которых сомневается хотя бы на йоту .
В домах, квартирах, коттеджах и офисах наших сотрудников, друзей нашей компании, знакомых наших знакомых стоят окна только из профиля Века (Veka). Естественно, лично нам уже не нужно объяснять, почему Века (Veka) — самый лучший профиль. Подними любого нашего сотрудника среди ночи и мы скажем — что действительно важно в любом окне: качество пластика, продуманный инженерный дизайн, замкнутое армирование из стали не меньше 1,5 мм, толщина внешних стенок профиля не меньше 3 мм и так далее. Но и этих условий не всегда достаточно! Следуя простой человеческой логике, важно понимать, что даже из самой дорогой, качественной муки и отборных куриных яиц можно напечь таких блинов, что, блин…
Для всех желающих разобраться в этом вопросе мы хотим показать и рассказать о том, как изготавливаются наши пластиковые окна Века (Veka), производство которых было основано в 2001 году!
Профиль для пластиковых окон. Стальные усилители.
Весь профиль поступает на склад с оригинального завода-производителя длинными 6-ти метровыми хлыстами. Для этого используются металлические паллеты, чтобы избежать каких-либо деформаций при транспортировке. Так как — окна пластиковые и не могут существовать без качественного армирования, тут же рядышком должен находиться и замкнутый металлический профиль из оцинкованной стали, толщиной не менее 1,5 мм. (согласно требовательным рекомендациям Веки):



Нарезка профиля. Армирование. Фрезерование отверстий
Ровно так же как и при производстве деревянных окон. деревянный брус напиливается на отрезки нужной длины и потом обрабатывается на торцовочном станке, пластиковый профиль необходимо нарезать чётко по длине, потом сделать запил под 45 градусов, для дальнейшего сваривания углов, вставить и закрепить металлическое армирование, сделать все необходимые отверстия для ручек и т.п.



Для лучшего понимания хотим отметить, что на многих оконных предприятиях Санкт-Петербурга этот процесс совершенно ручной. Там вместо роботизированной линии стоят специальные люди и вручную, циркулярной пилой нарезают отрезки необходимой длины. Вряд ли можно утверждать, что в этом случае качество будет стабильным. На нашем заводе всё оборудовано современнейшими (и очень дорогими) станками немецкой компании Sturtz. Весь процесс от раскроя профиля, до фрезерования отверстий осуществляется автоматически, высокоточными машинами, с фрезами и дрелями с автоматическим позиционированием.



Сварка конструкции
Дальше, нарезанный пластиковый профиль ВЕКА поступает на полуавтоматический 4-х головочный сварочный комплекс, где под температурой 250°С осуществляется сварка углов будущей оконной конструкции.



Обработка углов
После сварки необходимо произвести обработку сварочных швов по углам конструкции. Сразу после сварки они выглядят как-то вот так:

Обработка углов также осуществляется в полностью автоматическом режиме! Согласно технологии, перед обработкой, окно должно полежать некоторое время на столе охлаждения.


Изготовление арочных конструкций
Арочные окна изготавливаются вручную, по достаточно простому принципу. Профили нагреваются до состояния эластичности и фиксируются:
Установка уплотнителя, фурнитуры, импостов.
Следующим шагом устанвливаестя уплотнитель. Эта операция осуществляется вручную. В случае, если окно изготовлено из системы Veka Euroline Pro, установка уплотнителя не требуется, так как профиль идёт уже вместе со всеми уплотнительными контурами.



Комплектация заказа
Параллельно с изготовлением окон осуществляется полная комплектация заказа: нарезка в размер подоконников, откосных панелей, изготовление водоотливов, москитных сеток, формирование полного объёма необходимых материалов для выполнения качественного монтажа, включая монтажную пену, силикон, крепёжные элементы и т.д. и т.п.


Установка стеклопакетов. Окончательная сборка окон и контроль качества.
Ну вот, мы выходим на финишную прямую. Наши окна практически готовы! Осталось установить стеклопакеты, смонтировать створки на рамы. Когда это всё будет сделано, служба контроля качества оценить всю проделанную работу и отправит изделие на отгрузку.



Склад временного хранения
Напоследок, несколько фотографий со склада готовой продукции:





Бонус: короткий видео-ролик о производстве окон
смотреть на yotube.com или ниже:
Этот репортаж доступен в высоком разрешении.
Сегодня мы с вами отправляемся на производство одной известной компании по производству пластиковых окон на российском рынке. Мы увидим завод полного цикла.

В производстве задействован не только сборочный цех, но и экструзионная линия. Вся производственная линия максимально автоматизирована. На заводе есть своя лаборатория качества. давайте смотреть как устроено производство.
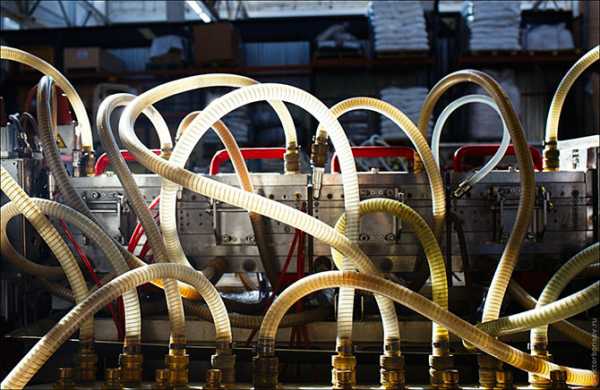
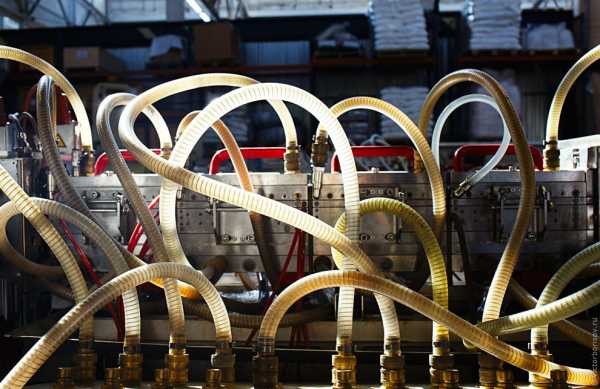
Основой любого окна является пластиковый профиль сложной конструкции. При его разработке учитывается множество параметров — стойкость к перепадам температур (линейным расширениям), прочность (статические и динамические нагрузки), минимальные габариты переплета (для увеличения полезной площади окна) и многое другое. Большинство оконных компаний покупает готовые профили, из которых уже собирают окна. Здесь на заводе установлено несколько собственных экструзионных линий:

Экструзионная линия состоит из нескольких компонентов: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приемный стол.

Сырье для производства — гранулированный или порошкообразный ПВХ. Производитель старается максимально оптимизировать использование сырья. К примеру, при изготовлении одной из моделей профиля используется повторно переработанный профиль, который остается в цехах сборки окон (после распила заготовок).

Ответственный момент запуска экструзионной линии. Слева находится экструдер, а справа — калибрационный стол. Линии периодически останавливают для очистки или перехода на производства профиля другой модели. На фото рабочий вручную направляет сырую массу из экструдера в секцию калибраторов:

Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ. На этом этапе формируется предварительная форма будущего профиля:

После этого профиль попадает на калибрационный стол. Это серия из нескольких калибраторов в которых посредством вакуума полимерная масса притягивается к формующим поверхностям:
Калибраторов на линии может быть несколько. Чем их больше — тем выше качество получаемого профиля.
После прохождения через калибраторы профиль необходимо охладить. Это делается в длинной ванне с водой.
Сразу же за калибрационным столом находится протягивающее устройство, которое в автоматическом режиме вытягивает уже готовый профиль.За тем, чтобы скорость выхода профиля из экструдера и скорость протяжке были равными следит специальный сервер, если скорости будут отличаться — это может сказаться на геометрии профиля. Сервер отслеживает изменения и корректирует скорости. Здесь же располагается отрезная пила, которая нарезает профиль на секции длиной по 6 метров, причем резка происходит почти за секунду и без остановки линии — пила движется вместе с профилем в процессе резки:

Параллельно работает линия по производству штапиков (узких реек, служащих для укрепления стекол в каркасе):

Здесь идентичная экструзионная линия, но процесс состоит из двух частей. Сначала производится жесткая часть штапика, после чего на ее кромки наплавляется мягкий ПВХ. В левом нижнем углу можно увидеть протягивающий механизм:

В соседнем помещении находится лаборатория контроля качества. Абсолютно все партии профилей проходят испытания, пробы берутся несколько раз в сутки. Проверяют прочность самого профиля, прочность сварных швов. а также контролируют цвет и белизну профиля с помощью спектрофотометра:
Изготовленный профиль на поддоне:

Завод не ограничивается выпуском профилей белого цвета, в ассортименте также есть бежевые и темно-коричневые профили, окрашенные в массе. Но спрос диктуют покупатели, поэтому кроме этого на заводе осуществляется нанесение различных ламинационных пленок, которые имеют не только рисунок под дерево, но и объемную фактуру.
На завод пленка поступает в рулонах шириной по 50 см и длиной порядка 550-600 метров. На фото видно как она разрезается и формируются новые мотки, исходя из особенностей модели для которой они будут использованы. Отходов не остается:

Сначала профиль разогревается с помощью нескольких тепловых ламп и пушек, одновременно обдуваясь ими, защищая профиль от попадания пыли. На пленку, тем временем подается клеевой состав, и затем под давлением она приклеивается к профилю, и убираются остатки клея. В итоге после сушки оторвать пленку от профиля практически невозможно, она становится его частью:
Как правило, пленки идут для загородного строительства или для внутренней стороны помещения, а современные жилые комплексы красятся по фасаду. По заказу можно окрасить профиль в любой цвет (и оттенок) по международной таблице RAL специальными красками с хорошей адгезией к ПВХ.

Дальше идет цех сборки. Важной частью будущего окна является стальной профиль, который придаёт жесткость всей конструкции. Сначала его нарезают на части удобные для работы из 6-ти метровых хлыстов с помощью ленточной пилы. Такой профиль устанавливается в коробку почти всех моделей. Для створок, как правило используют усеченный профиль. А в новейших моделях, для увеличения полезной площади остекления применяются инновационные решения с вклеиванием стеклопакета, который по сути, принимает на себя функцию армирования:

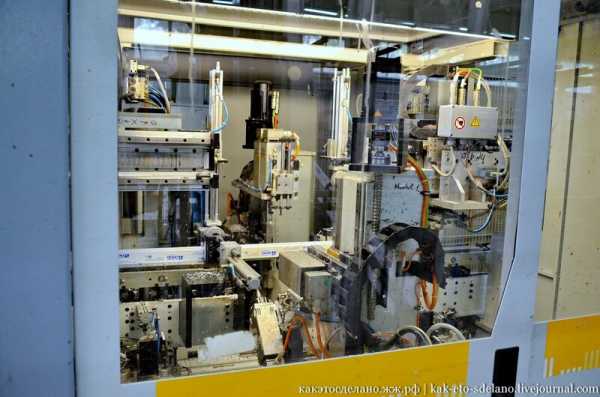
Профиль попадает на практически полностью автоматизированную линию. Здесь происходит резка отдельных элементов будущего окна и фиксация стального профиля внутри рамы:
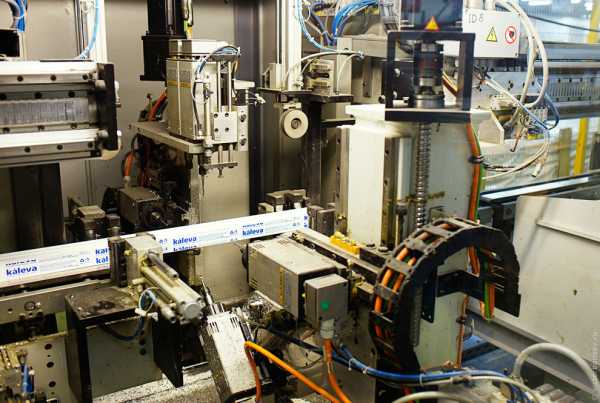
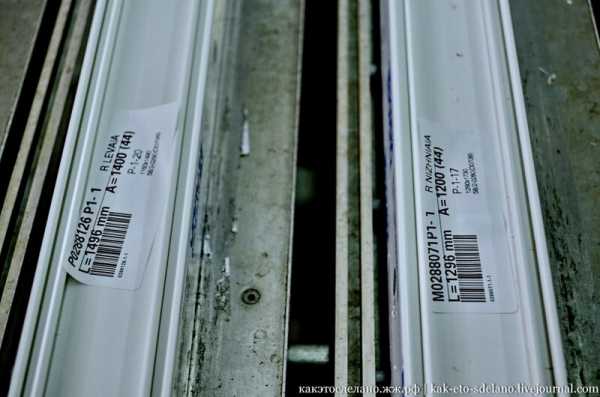
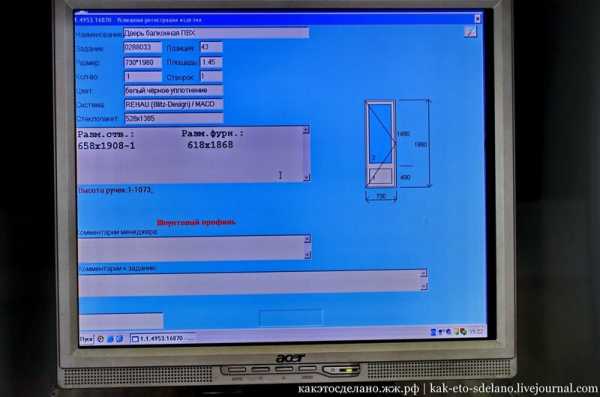
На каждый элемент приклеивается этикетка с указанием номера заказа и размеров. Табло слева — указание для оператора, в какой последовательности и какой длины выходят отрезанные элементы окна. Справа видна маркировка наклеиваемая на детали, для внутреннего использования. На фото внизу видно, как станок укладывает профиль для последующего развоза по отделам:

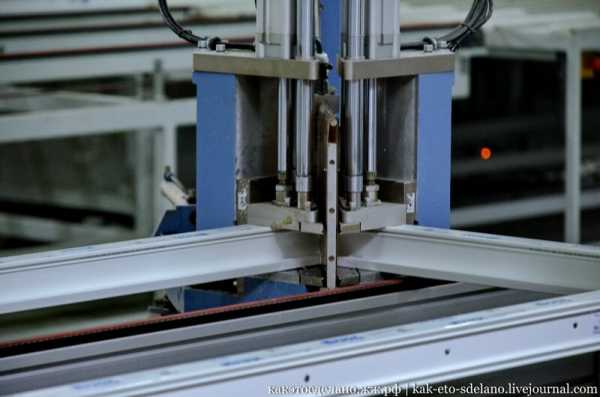
Робот самостоятельно определяет размеры будущего окна, а процесс сварки проводится автоматически и одномоментно во всех четырех углах, за счет чего достигается идеальная геометрия будущей конструкции:

Оператор здесь нужен только для того, чтобы разложить части профиля по сторонам, дальше происходит автоматический нагрев торцевых сторон профиля и сжатие.

Затем рама движется по конвейеру на участок автоматической зачистке швов. Рядом изготавливают импосты. Их роль может быть как декоративной (соблюдение дизайна фасада), так и функциональной — усиление сопротивления ветровым нагрузкам. Такие ребра жесткости способны удерживать створки, и чаще всего именно для этой функции и применяются:

Их устанавливают вручную:

Затем в раму устанавливается уплотнитель. Скорость этого рабочего феноменальна

Финальная операция — установка фурнитуры и механизмов — выполняется автоматически:

Оконная рама готова, теперь нужно сделать стеклопакет. Стекла поступают на производство огромными листами 6000×3210 мм, это так называемый Jumbo-формат. Для их перевозки используют специальный полуприцеп-стекловоз, с полностью независимой подвеской колёс и грузовым отсеком расположенным между осями. Стекловозы приезжают на завод в 5 утра, поэтому эту фотографию я попросил на заводе:
Процесс нарезки стекол не менее интересен. Заказы поступают со всех офисов компании в автоматическом режиме (свыше 200 точек по России) и сервер рассчитывает поток таким образом, чтобы при нарезке стекла на прямоугольники и треугольники, не оставалось отходов стекла. Так же этот массивный агрегат может вырезать стекла любой формы, в том числе круги и дуги со сложными радиусами. В процессе резки в место раскройки подается специальная жидкость, облегчающая разделение нарезанных частей стекла:

Перед оператором на мониторе схема резки листа с номерами секторов, для раскладки отрезанных кусков. Розовым цветом помечен текущий ряд, с которым работает оператор:

Нарезанные стекла расставляют по номерам на стеллаже и перевозят на линию сборки:

Спейсеры (внутренний разделитель между стёклами) автоматически сгибаются в прямоугольники. Но конструктивно они несут еще одну важную функцию — внутрь засыпается силика-гель, который препятствует выпадению конденсата внутри стеклопакета. Это необходимо, так как даже в осушённом воздухе или аргоновой смеси, невозможно исключить наличие влаги, которая неизменно выпадет конденсатом при изменении температуры и давления до уровня точки росы:
По периметру на спейсер наносится клеевой состав:

Стекла тем временем проходят через автоматическую мойку:

А затем оператор вручную приклеивает спейсер к одному из стекол:

Для снижения теплопотерь внутрь стеклопакета закачивается аргон. После того, как заполнение аргоном завершено, два стекла прижимаются друг к другу. После этого, на стеклопакет наносится второй слой герметизации и он отправляется на сушку.

Подготовка к установке стеклопакета:

Установленный стеклопакет закрепляется штапиком:

Все изделия упаковываются в пленку, чтобы не запачкаться при транспортировке и не заносить уличную грязь на место будущего монтажа.
Но это еще не все. Здесь же расположена испытательная лаборатория, где проводят испытания как выпускаемой, так и разрабатываемой продукции. Это температурные испытания, проверка геометрических искажений стекла, стойкость к кислотам и солям, испытания ресурса фурнитуры на количество открываний/закрываний и т.д:

Ну и напоследок заглянем в цех производства нестандартных изделий. Здесь работает больше всего людей. Все операции полностью механизированы, но подачу материалов производят вручную.
Здесь изготавливают такие сложные вещи как арочные и круглые окна. Всё просто. Сначала на столе собирают изогнутую форму, затем внутрь профиля вставляют гибкие шнуры и погружают его в ванну с глицерином (его температура кипения выше, чем у воды). Затем вынимают и раскладывают по установленным направляющим на столе для остывания:

Затем сварка и зачистка швов:

На сегодня это все. Так делают пластиковые окна.
Понравилась статья? Расскажи друзьям:
Источники: http://www.stroypraym.ru/2011-07-04-13-26-35/konstrukciya-okon/1887-tehnologiya-proizvodstva-plastikovyh-okon.html, http://oknasmart.ru/plastikovie_okna/kak-delayut-plastikovie-okna, http://loveopium.ru/texnologiya/plastikovye-okna.html
1oknn.ru
Как делают пластиковые окна | Fresher
Сегодня мы с вами отправляемся на завод компании Kaleva, которая является одной из самых известных компаний по производству пластиковых окон на российском рынке. Мы увидим завод полного цикла, что большая редкость и не свойственно для индустрии в целом. Это значит, что в производстве задействован не только сборочный цех, но и экструзионная линия. Вся производственная линия максимально автоматизирована. На заводе есть своя лаборатория качества. И самое главное — компания самостоятельно разрабатывает новые модели окон, которые проектируются с учетом наших климатических условий, когда наблюдаются значительные сезонные перепады температур (от -30 до +30 градусов) и как следствие к окну требования более строгие, чем в Европе. Кстати, очень интересный нюанс: компания принципиально работает только с частными клиентами. Всё дело в том, что строительные компании совершенно не интересуются качеством — им главное поставить в новостройку окна подешевле. Следовательно, на заводе вообще не производят окна типовых размеров. Но из-за высокого уровня автоматизации основных работ это никак не сказывается на конечной стоимости окна для покупателя. Впрочем, давайте смотреть как устроено производство: Основой любого окна является пластиковый профиль сложной конструкции. При его разработке учитывается множество параметров — стойкость к перепадам температур (линейным расширениям), прочность (статические и динамические нагрузки), минимальные габариты переплета (для увеличения полезной площади окна) и многое другое. Большинство оконных компаний покупает готовые профили, из которых уже собирают окна. Здесь на заводе установлено несколько собственных экструзионных линий.
Вся производственная линия максимально автоматизирована. На заводе есть своя лаборатория качества. И самое главное — компания самостоятельно разрабатывает новые модели окон, которые проектируются с учетом наших климатических условий, когда наблюдаются значительные сезонные перепады температур (от -30 до +30 градусов) и как следствие к окну требования более строгие, чем в Европе. Кстати, очень интересный нюанс: компания принципиально работает только с частными клиентами. Всё дело в том, что строительные компании совершенно не интересуются качеством — им главное поставить в новостройку окна подешевле. Следовательно, на заводе вообще не производят окна типовых размеров. Но из-за высокого уровня автоматизации основных работ это никак не сказывается на конечной стоимости окна для покупателя. Впрочем, давайте смотреть как устроено производство: Основой любого окна является пластиковый профиль сложной конструкции. При его разработке учитывается множество параметров — стойкость к перепадам температур (линейным расширениям), прочность (статические и динамические нагрузки), минимальные габариты переплета (для увеличения полезной площади окна) и многое другое. Большинство оконных компаний покупает готовые профили, из которых уже собирают окна. Здесь на заводе установлено несколько собственных экструзионных линий.  Экструзионная линия состоит из нескольких компонентов: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приёмный стол.
Экструзионная линия состоит из нескольких компонентов: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приёмный стол.  Сырье для производства — гранулированный или порошкообразный ПВХ. Производитель старается максимально оптимизировать использование сырья. К примеру, при изготовлении одной из моделей профиля используется повторно переработанный профиль, который остается в цехах сборки окон (после распила заготовок), а также после стартового прогона линии (до момента выхода на требуемый уровень гладкости и белизны на заводе прогоняют до 200 м (!) профиля, а затем линия работает несколько суток без остановки).
Сырье для производства — гранулированный или порошкообразный ПВХ. Производитель старается максимально оптимизировать использование сырья. К примеру, при изготовлении одной из моделей профиля используется повторно переработанный профиль, который остается в цехах сборки окон (после распила заготовок), а также после стартового прогона линии (до момента выхода на требуемый уровень гладкости и белизны на заводе прогоняют до 200 м (!) профиля, а затем линия работает несколько суток без остановки).  Ответственный момент запуска экструзионной линии. Слева находится экструдер, а справа калибрационный стол. Линии периодически останавливают для очистки или перехода на производства профиля другой модели. На фото рабочий вручную направляет сырую массу из экструдера в секцию калибраторов.
Ответственный момент запуска экструзионной линии. Слева находится экструдер, а справа калибрационный стол. Линии периодически останавливают для очистки или перехода на производства профиля другой модели. На фото рабочий вручную направляет сырую массу из экструдера в секцию калибраторов.  Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ. На этом этапе формируется предварительная форма будущего профиля.
Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ. На этом этапе формируется предварительная форма будущего профиля.  После этого профиль попадает на калибрационный стол. Это серия из нескольких калибраторов в которых посредством вакуума полимерная масса притягивается к формующим поверхностям.
После этого профиль попадает на калибрационный стол. Это серия из нескольких калибраторов в которых посредством вакуума полимерная масса притягивается к формующим поверхностям. 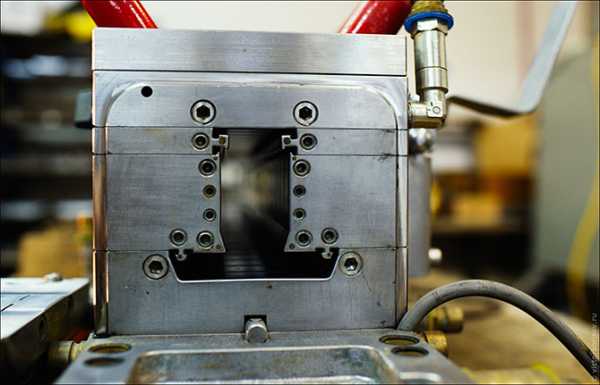 Калибраторов на линии может быть несколько. Чем их больше — тем выше качество получаемого профиля.
Калибраторов на линии может быть несколько. Чем их больше — тем выше качество получаемого профиля. 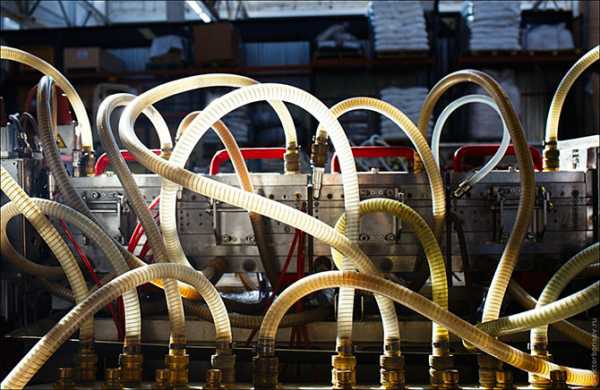 После прохождения через калибраторы профиль необходимо охладить. Это делается в длинной ванне с рециркулирующей водой. На заводе сложная многоступенчатая система фильтрации воды, так как попадание одной крошки может привести к порче профиля и отбраковке выпущенного с дефектом материала.
После прохождения через калибраторы профиль необходимо охладить. Это делается в длинной ванне с рециркулирующей водой. На заводе сложная многоступенчатая система фильтрации воды, так как попадание одной крошки может привести к порче профиля и отбраковке выпущенного с дефектом материала.  Сразу же за калибрационным столом находится протягивающее устройство, которое в автоматическом режиме вытягивает уже готовый профиль. Затем, чтобы скорость выхода профиля из экструдера и скорость протяжке были равными следит специальный сервер, если скорости будут отличаться — это может сказаться на геометрии профиля. Сервер отслеживает изменения и корректирует скорости. Здесь же располагается отрезная пила, которая нарезает профиль на секции длиной по 6 метров, причем резка происходит почти за секунду и без остановки линии — пила движется вместе с профилем в процессе резки.
Сразу же за калибрационным столом находится протягивающее устройство, которое в автоматическом режиме вытягивает уже готовый профиль. Затем, чтобы скорость выхода профиля из экструдера и скорость протяжке были равными следит специальный сервер, если скорости будут отличаться — это может сказаться на геометрии профиля. Сервер отслеживает изменения и корректирует скорости. Здесь же располагается отрезная пила, которая нарезает профиль на секции длиной по 6 метров, причем резка происходит почти за секунду и без остановки линии — пила движется вместе с профилем в процессе резки.  Параллельно работает линия по производству штапиков.
Параллельно работает линия по производству штапиков.  Здесь идентичная экструзионная линия, но процесс состоит из двух частей. Сначала производится жёсткая часть штапика, после чего на её кромки наплавляется мягкий ПВХ. В левом нижнем углу можно увидеть протягивающий механизм.
Здесь идентичная экструзионная линия, но процесс состоит из двух частей. Сначала производится жёсткая часть штапика, после чего на её кромки наплавляется мягкий ПВХ. В левом нижнем углу можно увидеть протягивающий механизм.  В соседнем помещении находится лаборатория контроля качества. Абсолютно все партии профилей проходят испытания, пробы берутся несколько раз в сутки. Проверяют прочность самого профиля (в том числе с предварительным охлаждением профиля), прочность сварных швов , а также контролируют цвет и белизну профиля с помощью спектрофотометра.
В соседнем помещении находится лаборатория контроля качества. Абсолютно все партии профилей проходят испытания, пробы берутся несколько раз в сутки. Проверяют прочность самого профиля (в том числе с предварительным охлаждением профиля), прочность сварных швов , а также контролируют цвет и белизну профиля с помощью спектрофотометра.  Изготовленный профиль на поддоне.
Изготовленный профиль на поддоне.  Завод не ограничивается выпуском профилей белого цвета, в ассортименте также есть бежевые и тёмно-коричневые профили, окрашенные в массе. Но спрос диктуют покупатели, поэтому кроме этого на заводе осуществляется нанесение различных ламинационных пленок, которые имеют не только рисунок под дерево, но и объемную фактуру.
Завод не ограничивается выпуском профилей белого цвета, в ассортименте также есть бежевые и тёмно-коричневые профили, окрашенные в массе. Но спрос диктуют покупатели, поэтому кроме этого на заводе осуществляется нанесение различных ламинационных пленок, которые имеют не только рисунок под дерево, но и объемную фактуру.  На завод пленка поступает в рулонах шириной по 50 см и длиной порядка 550-600 метров. На фото видно как она разрезается и формируются новые мотки, исходя из особенностей модели для которой они будут использованы. Отходов не остаётся.
На завод пленка поступает в рулонах шириной по 50 см и длиной порядка 550-600 метров. На фото видно как она разрезается и формируются новые мотки, исходя из особенностей модели для которой они будут использованы. Отходов не остаётся.  Сначала профиль разогревается с помощью нескольких тепловых ламп и пушек, одновременно обдуваясь ими, защищая профиль от попадания пыли. На пленку, тем временем подается клеевой состав, и затем под давлением она приклеивается к профилю, и убираются остатки клея. В итоге после сушки оторвать пленку от профиля практически невозможно, она становится его частью. Как правило, пленки идут для загородного строительства или для внутренней стороны помещения, а современные жилые комплексы красятся по фасаду. По заказу можно окрасить профиль в любой цвет (и оттенок) по международной таблице RAL специальными красками с хорошей адгезией к ПВХ.
Сначала профиль разогревается с помощью нескольких тепловых ламп и пушек, одновременно обдуваясь ими, защищая профиль от попадания пыли. На пленку, тем временем подается клеевой состав, и затем под давлением она приклеивается к профилю, и убираются остатки клея. В итоге после сушки оторвать пленку от профиля практически невозможно, она становится его частью. Как правило, пленки идут для загородного строительства или для внутренней стороны помещения, а современные жилые комплексы красятся по фасаду. По заказу можно окрасить профиль в любой цвет (и оттенок) по международной таблице RAL специальными красками с хорошей адгезией к ПВХ.  Дальше идёт цех сборки. Важной частью будущего окна является стальной профиль, который придаёт жесткость всей конструкции. Сначала его нарезают на части удобные для работы из 6-ти метровых хлыстов с помощью ленточной пилы. Такой профиль устанавливается в коробку почти всех моделей. Для створок, как правило используюсь усеченный профиль. А в новейших моделях, для увеличения полезной площади остекления применяются инновационные решения с вклеиванием стеклопакета, который по сути, принимает на себя функцию армирования.
Дальше идёт цех сборки. Важной частью будущего окна является стальной профиль, который придаёт жесткость всей конструкции. Сначала его нарезают на части удобные для работы из 6-ти метровых хлыстов с помощью ленточной пилы. Такой профиль устанавливается в коробку почти всех моделей. Для створок, как правило используюсь усеченный профиль. А в новейших моделях, для увеличения полезной площади остекления применяются инновационные решения с вклеиванием стеклопакета, который по сути, принимает на себя функцию армирования.  Профиль попадает на практически полностью автоматизированную линию. Здесь происходит резка отдельных элементов будущего окна и фиксация стального профиля внутри рамы.
Профиль попадает на практически полностью автоматизированную линию. Здесь происходит резка отдельных элементов будущего окна и фиксация стального профиля внутри рамы. 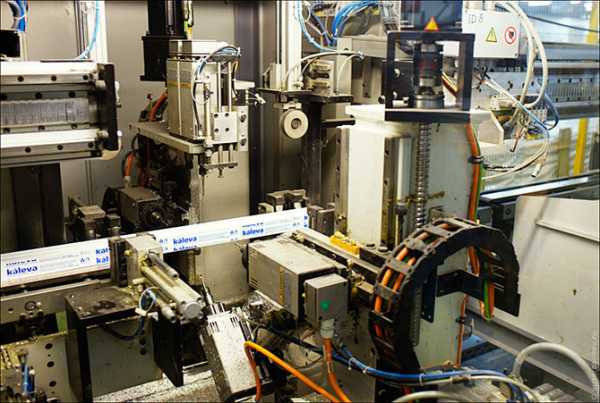 На каждый элемент приклеивается этикетка с указанием номера заказа и размеров. Табло слева — указание для оператора, в какой последовательности и какой длины выходят отрезанные элементы окна. Справа видна маркировка наклеиваемая на детали, для внутреннего использования. На фото внизу видно, как станок укладывает профиль для последующего развоза по отделам.
На каждый элемент приклеивается этикетка с указанием номера заказа и размеров. Табло слева — указание для оператора, в какой последовательности и какой длины выходят отрезанные элементы окна. Справа видна маркировка наклеиваемая на детали, для внутреннего использования. На фото внизу видно, как станок укладывает профиль для последующего развоза по отделам.  Робот самостоятельно определяет размеры будущего окна, а процесс сварки проводится автоматически и одномоментно во всех четырех углах, за счет чего достигается идеальная геометрия будущей конструкции.
Робот самостоятельно определяет размеры будущего окна, а процесс сварки проводится автоматически и одномоментно во всех четырех углах, за счет чего достигается идеальная геометрия будущей конструкции.  Оператор здесь нужен только для того, чтобы разложить части профиля по сторонам, дальше происходит автоматический нагрев торцевых сторон профиля и сжатие.
Оператор здесь нужен только для того, чтобы разложить части профиля по сторонам, дальше происходит автоматический нагрев торцевых сторон профиля и сжатие.  Затем рама движется по конвейеру на участок автоматической зачистке швов.
Затем рама движется по конвейеру на участок автоматической зачистке швов.  Рядом изготавливают импосты. Их роль может быть как декоративной (соблюдение дизайна фасада), так и функциональной — усиление сопротивления ветровым нагрузкам. Такие ребра жесткости способны удерживать створки, и чаще всего именно для этой функции и применяются.
Рядом изготавливают импосты. Их роль может быть как декоративной (соблюдение дизайна фасада), так и функциональной — усиление сопротивления ветровым нагрузкам. Такие ребра жесткости способны удерживать створки, и чаще всего именно для этой функции и применяются.  Их устанавливают вручную.
Их устанавливают вручную.  Затем в раму устанавливается уплотнитель. Скорость этого рабочего феноменальна
Затем в раму устанавливается уплотнитель. Скорость этого рабочего феноменальна  Финальная операция — установка фурнитуры и механизмов выполняется автоматически.
Финальная операция — установка фурнитуры и механизмов выполняется автоматически.  Оконная рама готова, теперь нужно сделать стеклопакет. Стекла поступают на производство огромными листами 6000×3210 мм, это так называемый Jumbo-формат. Для их перевозки используют специальный полуприцеп-стекловоз, с полностью независимой подвеской колёс и грузовым отсеком расположенным между осями. Стекловозы приезжают на завод в 5 утра, поэтому эту фотографию я попросил на заводе. Процесс нарезки стекол не менее интересен. Заказы поступают со всех офисов компании в автоматическом режиме (свыше 200 точек по России) и сервер рассчитывает поток таким образом, чтобы при нарезке стекла на прямоугольники и треугольники, не оставалось отходов стекла. Также этот массивный агрегат может вырезать стекла любой формы, в том числе круги и дуги со сложными радиусами. В процессе резки в место раскройки подается специальная жидкость, облегчающая разделение нарезанных частей стекла.
Оконная рама готова, теперь нужно сделать стеклопакет. Стекла поступают на производство огромными листами 6000×3210 мм, это так называемый Jumbo-формат. Для их перевозки используют специальный полуприцеп-стекловоз, с полностью независимой подвеской колёс и грузовым отсеком расположенным между осями. Стекловозы приезжают на завод в 5 утра, поэтому эту фотографию я попросил на заводе. Процесс нарезки стекол не менее интересен. Заказы поступают со всех офисов компании в автоматическом режиме (свыше 200 точек по России) и сервер рассчитывает поток таким образом, чтобы при нарезке стекла на прямоугольники и треугольники, не оставалось отходов стекла. Также этот массивный агрегат может вырезать стекла любой формы, в том числе круги и дуги со сложными радиусами. В процессе резки в место раскройки подается специальная жидкость, облегчающая разделение нарезанных частей стекла.  Перед оператором на мониторе схема резки листа с номерами секторов, для раскладки отрезанных кусков. Розовым цветом помечен текущий ряд, с которым работает оператор.
Перед оператором на мониторе схема резки листа с номерами секторов, для раскладки отрезанных кусков. Розовым цветом помечен текущий ряд, с которым работает оператор.  Нарезанные стёкла расставляют по номерам на стеллаже и перевозят на линию сборки.
Нарезанные стёкла расставляют по номерам на стеллаже и перевозят на линию сборки.  Спейсеры (внутренний разделитель между стёклами) автоматически сгибаются в прямоугольники. Но конструктивно они несут еще одну важную функцию — внутрь засыпается силика-гель, который препятствует выпадению конденсата внутри стеклопакета. Это необходимо, так как даже в осушённом воздухе или аргоновой смеси, невозможно исключить наличие влаги, которая неизменно выпадет конденсатом при изменении температуры и давления до уровня точки росы. По периметру на спейсер наносится клеевой состав.
Спейсеры (внутренний разделитель между стёклами) автоматически сгибаются в прямоугольники. Но конструктивно они несут еще одну важную функцию — внутрь засыпается силика-гель, который препятствует выпадению конденсата внутри стеклопакета. Это необходимо, так как даже в осушённом воздухе или аргоновой смеси, невозможно исключить наличие влаги, которая неизменно выпадет конденсатом при изменении температуры и давления до уровня точки росы. По периметру на спейсер наносится клеевой состав.  Стёкла тем временем проходят через автоматическую мойку.
Стёкла тем временем проходят через автоматическую мойку.  А затем оператор вручную приклеивает спейсер к одному из стёкол.
А затем оператор вручную приклеивает спейсер к одному из стёкол.  Для снижения теплопотерь внутрь стеклопакета закачивается аргон. После того, как заполнение аргоном завершено, два стекла прижимаются друг к другу. После этого, на стеклопакет наносится второй слой герметизации и он отправляется на сушку.
Для снижения теплопотерь внутрь стеклопакета закачивается аргон. После того, как заполнение аргоном завершено, два стекла прижимаются друг к другу. После этого, на стеклопакет наносится второй слой герметизации и он отправляется на сушку.  Подготовка к установке стеклопакета.
Подготовка к установке стеклопакета.  Установленный стеклопакет закрепляется штапиком.
Установленный стеклопакет закрепляется штапиком.  Все изделия упаковываются в пленку, чтобы не запачкаться при транспортировке и не заносить уличную грязь на место будущего монтажа.
Все изделия упаковываются в пленку, чтобы не запачкаться при транспортировке и не заносить уличную грязь на место будущего монтажа.  Это ещё не всё. Здесь же расположена испытательная лаборатория, где проводят испытания как выпускаемой, так и разрабатываемой продукции. Это температурные испытания, проверка геометрических искажений стекла, стойкость к кислотам и солям, испытания ресурса фурнитуры на количество открываний/закрываний и т.д.
Это ещё не всё. Здесь же расположена испытательная лаборатория, где проводят испытания как выпускаемой, так и разрабатываемой продукции. Это температурные испытания, проверка геометрических искажений стекла, стойкость к кислотам и солям, испытания ресурса фурнитуры на количество открываний/закрываний и т.д.  Перспективная разработка — стеклопакет со встроенными жалюзи. Вся крутизна конструкции в том, что внутренний объем герметичен, а управление осуществляется с помощью мощного магнита через стекло. Это опытный образец, в серию пока не поступил. По секрету рассказали, что на следующий год возможен запуск в серию, если образцы успешно пройдут испытания этой зимой, сохранив герметичность и высокие показания по сопротивлению теплопередачи.
Перспективная разработка — стеклопакет со встроенными жалюзи. Вся крутизна конструкции в том, что внутренний объем герметичен, а управление осуществляется с помощью мощного магнита через стекло. Это опытный образец, в серию пока не поступил. По секрету рассказали, что на следующий год возможен запуск в серию, если образцы успешно пройдут испытания этой зимой, сохранив герметичность и высокие показания по сопротивлению теплопередачи.  Ну и напоследок заглянем в цех производства нестандартных изделий. Здесь работает больше всего людей. Все операции полностью механизированы, но подачу материалов производят вручную. Внизу фотографии видно шкалу выставления углов резки для изготовления изделий непрямоугольной формы.
Ну и напоследок заглянем в цех производства нестандартных изделий. Здесь работает больше всего людей. Все операции полностью механизированы, но подачу материалов производят вручную. Внизу фотографии видно шкалу выставления углов резки для изготовления изделий непрямоугольной формы.  Здесь же изготавливают такие сложные вещи как арочные и круглые окна. Всё просто. Сначала на столе собирают изогнутую форму, затем внутрь профиля вставляют гибкие шнуры и погружают его в ванну с глицерином (его температура кипения выше, чем у воды). Затем вынимают и раскладывают по установленным направляющим на столе для остывания.
Здесь же изготавливают такие сложные вещи как арочные и круглые окна. Всё просто. Сначала на столе собирают изогнутую форму, затем внутрь профиля вставляют гибкие шнуры и погружают его в ванну с глицерином (его температура кипения выше, чем у воды). Затем вынимают и раскладывают по установленным направляющим на столе для остывания.  Затем сварка и зачистка швов.
Затем сварка и зачистка швов.  Установка штапиков, фурнитуры и все.
Установка штапиков, фурнитуры и все.  Это что касается самой технологии производства окон. По техническим характеристикам конечно же лучше смотреть официальный сайт компании (инновационных решений очень много, здесь их нет смысла перечислять). В производстве же на мой взгляд самое главное то, что оно организовано таким образом, что позволяет выпускать окна абсолютно любых (не типовых) размеров по адекватной цене (за счёт автоматизации и сокращения издержек).
Это что касается самой технологии производства окон. По техническим характеристикам конечно же лучше смотреть официальный сайт компании (инновационных решений очень много, здесь их нет смысла перечислять). В производстве же на мой взгляд самое главное то, что оно организовано таким образом, что позволяет выпускать окна абсолютно любых (не типовых) размеров по адекватной цене (за счёт автоматизации и сокращения издержек).www.fresher.ru